
|
|
|
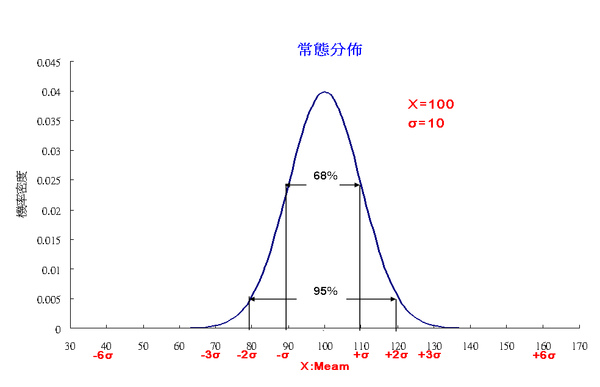
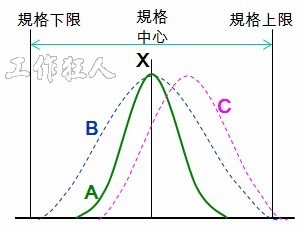
| 同時考慮偏移及一致程度。 | ||||||||||||||||||
| ||||||||||||||||||
| PS.製程特性定義 單邊規格(設計規格)因沒有規格上限或下限 沒有規格下限 Cp = CPU = Cpk 沒有規格上限 Cp = CPL = Cpk | ||||||||||||||||||
| 評等參考 當Cpk值愈大,代表製程綜合能力愈好。 等級判定:依Cpk值大小可分為五級 | ||||||||||||||||||
| ||||||||||||||||||
 --------------------------------------------------------------
--------------------------------------------------------------| 等級 | 範 圍 | 解 釋 | |||||
| A | Cpk | ≧ | 2.00 | 製程能力很足夠,不必特別檢查,即可達ppm(百萬分之一)的水準。 | |||
| B | 2.00 | > | Cpk | ≧ | 1.33 | 製程能力足,不必檢查,維持現狀即可。 Cpk=1.66時不良率約為0.6358ppm | |
| C | 1.33 | > | Cpk | ≧ | 1.00 | 製程能力普通,可維持 2 個月現狀,需尋找改善對策,在此期間,須抽樣檢查,注意是趨勢是否變差。 Cpk=1 時約有2700ppm不良率;Cpk=1.33時不良率為66.08ppm。 | |
| D | 1.00 | > | Cpk | 製程能力不足,需急速尋求改善,此期間需全數檢查。 | |||
| 歡迎光臨 魚骨頭的雲端圖書館 (http://mhfo.hotbbs.info/) | Powered by Discuz! 7.0.0 |

 新浪微博
新浪微博 QQ空间
QQ空间 人人网
人人网 腾讯微博
腾讯微博 Facebook
Facebook Google+
Google+ Plurk
Plurk Twitter
Twitter Line
Line