http://www.sqc.com.tw/Function/P2.htm
Cp=USL-LSL/6σ………規格上限減規格下限除以六倍標準差。
管制上限Cpu=USL-u/3σ………規格上限減平均數除以3倍標準差。
管制下限Cpl= u-LSL/3σ………平均數減規格下限除以3倍標準差。
Cpk=min{Cpl, Cpu}……當你算出Cpu, Cpl的時候,取兩者其中最小值就是Cpk的答案。(當製程穩定時才算cpk,如果製程尚未達到穩定狀態需先算ppk)
例:有7件軸承樣品,直徑5.77、6.01、5.85、5.91、6.04、5.86、5.94。
1、先求u(樣本平均數)=直徑加總/樣本數(n)=41.38/7=5.91(取小數點後第3位五捨5入,不是四捨五入)
2、求SS(平方和)
A、樣本尺寸平方後再相加=33.29 36.12 34.22 34.93 36.48 34.34 35.28=244.66
B、求樣本數加總的平方/樣本數(n),41.38*41.38/7=1712.3/7=244.61
C、SS=244.64-244.61=0.05
3、變異數=0.05(SS)/樣本數(n)=0.05/7=0.00714
4、不偏變異數=0.05(SS)/樣本數-1(n-1)=0.05/6=0.00833
5、標準差=變異數的開根號=0.00714開根號=0.0844
6、估計標準差=不偏變異數的開根號=0.00833開根號=0.0913
假設規格為6公差為正負0.3
管制上限Cpu=USL-u/3σ=6.3-5.91/3*0.0844=0.39/0.25=1.56
管制下限Cpl= u-LSL/3σ=5.91-5.7/3*0.0844=0.21/0.25=0.84
Cpk=min{Cpl, Cpu}取最小值=0.84
例: 有5件樣品,尺寸為1、2、3、4、5。
1先求u(樣本平均數)=尺寸加總/樣本數(n)=15/5=3
2求SS(平方和)
A、樣本尺寸平方後再相加=1 4 9 16 25=55
B、求樣本數加總的平方/樣本數(n)=15*15/5=225/5=45
C、SS=55-45=10
3變異數=10(SS)/樣本數(n)=10/5=2
4不偏變異數=10(SS)/樣本數-1(n-1)=10/4=2.5
5標準差=變異數的開根號=2開根號=1.414
6估計標準差=不偏變異數的開根號=2.5開根號=1.581
同時考慮偏移及一致程度。
| 同時考慮偏移及一致程度。 | Cpk = ( 1 - k ) x Cp 或 MIN {CPU,CPL} | Ppk = ( 1 - k ) x Pp 或 MIN {PPU,PPL} | | | (X –μ) | | K = |Ca| = | ────── | | | | (T/2) | |
| PS.製程特性定義
單邊規格(設計規格)因沒有規格上限或下限
沒有規格下限 Cp = CPU = Cpk
沒有規格上限 Cp = CPL = Cpk | 評等參考
當Cpk值愈大,代表製程綜合能力愈好。
等級判定:依Cpk值大小可分為五級 | | 等級 | Cpk值 | 處理原則 | | A+ | 1.67 ≦ Cpk | 無缺點考慮降低成本 | | A | 1.33 ≦ Cpk ≦ 1.67 | 維持現狀 | | B | 1 ≦ Cpk ≦ 1.33 | 有缺點發生 | | C | 0.67 ≦ Cpk ≦ 1 | 立即檢討改善 | | D | Cpk ≦ 0.67 | 採取緊急措施,進行品質
改善,並研討規格 |
|
-------------------------
參考資料連結
平均值(X):
一組數據將其加總再除上數據的數量稱為平均值 X=算數平均值(平均數),如果這組數據是KPI數字,就代表你KPI的數據有向這個平均值集中的趨勢,如果這組數據是QC量測值,就代表該生產線產品量測的結果有向這個平均值集中的趨勢,所以平均值就代表一組數據其資料集中的趨勢。
標準差(σ):
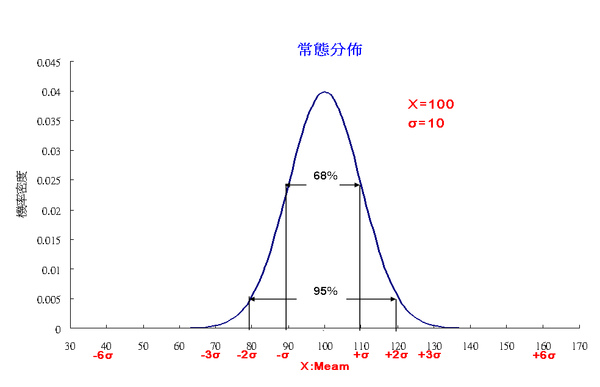
一組數據各別與其平均值之差的平方的平均數再開平方根即為標準差(如下試算),再由下列圖形即可看出,標準差代表一組數據其資料分散的程度(王文中 教授)
以平均值為中心,左右各增減1個標準差值其範圍內之的次數占全部次數68.27%,各增減2、3及6個標準差範圍內之次數如下:
+/- 1 sigma = 68.26%, (記168)
+/- 2 sigma = 95.46% (記無鉛汽油 92/95 )
+/- 3 sigma = 99.73% (記399)
+/- 6 sigma = 99.99985% (記69)
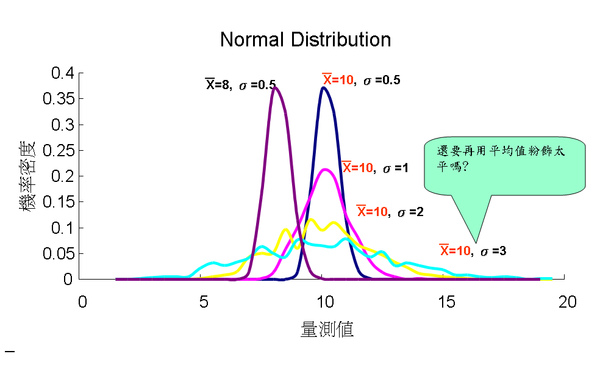
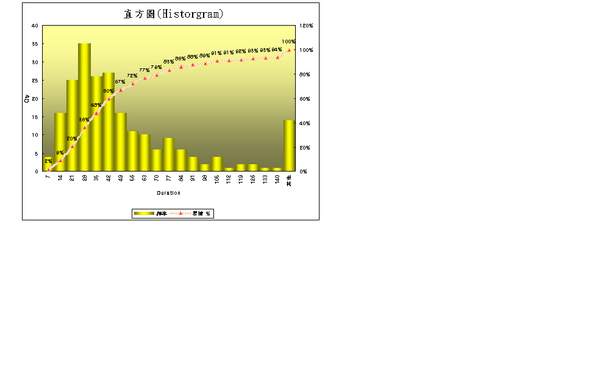
舉列下列兩組數據來說其平均值(集中的趨勢)均為 40,但是標準差確差別相當大,所以不但要看平均值,更要看標準差,一般來說將數據(KPI)作平均後平均值一定都不錯,要關心的是分佈圖(直方圖、Histogram)上 over KPI的部分(左右兩端)這些case是如何發生的?該如何改善?當改善完成後你的標準差會再變小,即資料分散的程度變小,分佈圖會更集中挑高。
Ex: 兩組數據(20, 30, 40, 50, 60) 、(40, 40, 40, 40, 40),平均值與標準差各為多少?
X= AVERAGE(20,30,40,50,60)= (20+30+40+50+60)/5=40
σ= STDEV(20,30,40,50,60)= 15.811, [(20-40)2+ (30-40)2+….. (60-40)2] ½/(5-1)=15.811
X=AVERAGE(40,40,40,40,40)=40
σ= STDEV(40,40,40,40,40)= 0
Note: Average, STDEV, 為Excel 函數
 -------------------------------------------------------------- --------------------------------------------------------------
Cpk之製程能力解釋Cpk 就是綜合考慮精度(Cp)與準度(Ck)的製程能力指標。
Cpk=(1-Ck)‧Cp
也就是在考慮 Cp 的同時,再考慮乘上一個 (1-Ck) 的係數,以彌補原 Cp 之不足,(1-Ck) 的最大值為 1,也就是當(Ck=0)的時候,即產品中心值剛好落在規格中心的位置,如果產品製程中心與規格中心的偏離越大,則(1-Ck)就會越小,那麼 Cpk 也將變得越小,也就表示製程能力越差。
Cpk之等級評估| 等級 | 範 圍 |
| 解 釋 | | A |
|
| Cpk | ≧ | 2.00 |
| 製程能力很足夠,不必特別檢查,即可達ppm(百萬分之一)的水準。 | | B | 2.00 | > | Cpk | ≧ | 1.33 |
| 製程能力足,不必檢查,維持現狀即可。
Cpk=1.66時不良率約為0.6358ppm | | C | 1.33 | > | Cpk | ≧ | 1.00 |
| 製程能力普通,可維持 2 個月現狀,需尋找改善對策,在此期間,須抽樣檢查,注意是趨勢是否變差。
Cpk=1 時約有2700ppm不良率;Cpk=1.33時不良率為66.08ppm。 | | D | 1.00 | > | Cpk |
|
|
| 製程能力不足,需急速尋求改善,此期間需全數檢查。 |
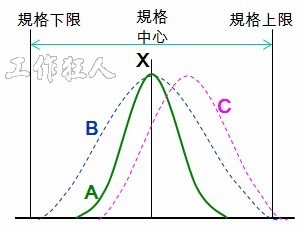
下面A、B、C三個分佈曲線,曲線A應該擁有最佳製程能力,因為其製程中心與規格中心剛好重疊,而且分佈又窄,只需要持續觀察即可,不需要做任何的調整。
曲線B的製程中心雖然也落在規格中心點,但其分佈有點寬,幾乎快超出規格的上、下界限了,需要密切觀察或進行改善。
曲線C的製程中心雖然偏掉了,但分佈比曲線B來得窄,所以只要稍微調整一下製程,讓製程中心可以接近規格中心就可以解決問題。
|


 新浪微博
新浪微博 QQ空间
QQ空间 人人网
人人网 腾讯微博
腾讯微博 Facebook
Facebook Google+
Google+ Plurk
Plurk Twitter
Twitter Line
Line


